Huarui Xun advisory hotline
18925718668


Mobile: 18925718668 (Mr. Xue)
Tel: 0769-82002774-8008
Email: xzb@gd-rxml.com
Website: mold.dghrx.cn
Address: Room 102, Building 1, No. 3, Lane 1, Jinfu Road, Fenggang Town, Dongguan City
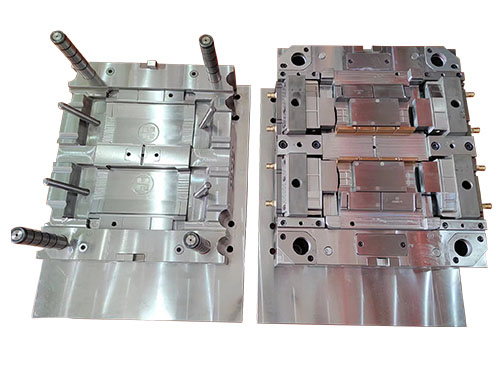
According to the different shape and structure of the concave model hole of the standard die frame, it can be divided into circular holes, a series of circular holes and non-circular holes.
(1) The type hole is round
When the mold hole is round, the manufacturing of the die is relatively simple. After the blank of the standard die frame is forged and annealed, the bottom and top surface of the lathe are roughed and finished, and the working hole is drilled and boring. After the lathe is finished, the fitter marks and drills out all the fixed holes on the drilling machine, taps and reams the positioning pin holes, and then quenching and tempering are carried out. After heat treatment, grinding the bottom surface, top surface and mold hole. When grinding the mold hole, it can be carried out on the grinder or internal grinder, and the precision of the grinding hole can reach IT5 ~ IT6. The surface roughness is R^0.8 ~ 0.2pLmO. When the diameter of the mold hole is less than 5mm, it is generally drilled and reamed before quenching, and polished with emery cloth after heat treatment.
(2) Type holes are a series of round holes
In the perforated punching die or progressive die, most concave dies have a series of round holes, the size of each hole and its relative position have certain requirements, these holes are called hole system. The hole system is processed as follows.
① Vertical milling machine machining In the absence of precision machining machine tools and the positioning accuracy requirements of the hole is not too high, the vertical milling machine can be used to process the hole system by coordinate method. During processing, if the vertical and horizontal movement of the table is directly used to determine the position of the hole, the hole distance accuracy is low, generally 0.06 ~ 0.08mmO. When the vertical and horizontal movement of the milling machine table is loaded with digital display, the hole distance accuracy is generally up to 0.02mm, and some can reach 0.Olmm.
2 Jig boring machine or coordinate grinding machine processing when the hole distance accuracy requirements are high, need to use jig boring machine. The jig boring machine of the standard die frame is a precision machine tool specially used for machining the hole system, with high hole distance accuracy and relatively smooth machining surface. However, because this machine tool is processed by using drill, boring tool, reamer and other tools before the die heat treatment, its processing accuracy will be affected by heat treatment deformation. When the precision of the mold hole is very high (such as fine punching die), in order to ensure the processing accuracy, the jig boring machine (or wire cutting) processing is used as a pre-processing process, and then the coordinate grinder is used to fine process the mold hole after heat treatment.
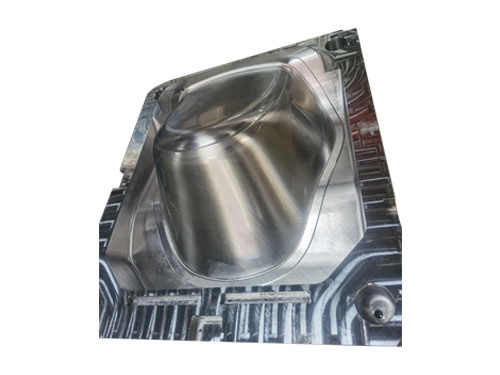
(3) The type hole is non-circular
The machining of non-circular holes is difficult. The traditional processing methods include filing and stamping. Modern more advanced processing methods are mainly EDM wire cutting and EDM forming. In addition, the larger size of the hole is commonly used by CNC milling machine for plane contour copying processing, and the precision of the hole is particularly high, and the coordinate grinder is required for precision grinding. If the die is designed into a Mosaic structure, the shape grinding method can also be used to process the mold holes.
The die of non-circular hole usually adopts rectangular forging as blank, and the residual material in the center of the working hole must be removed before the finishing of the hole. There are two ways to remove the center margin: one is to drill along the outline of the hole, first draw the center line of a series of holes along the outline of the hole according to the requirements of the drawing, retain the margin of 0.5 ~ 1mm between the holes, and drill the center eye in the center of each hole, and then drill the sequence on the drilling machine (drill through the entire outline after drilling the hole, knock out the middle waste. This method has low productivity, high labor intensity and large residual processing allowance. The other is to cut the waste with a band saw machine. During processing, the workpiece is manipulated to cut the saw blade along the profile of the hole and remove the intermediate waste. Band saw machine has high processing efficiency and high precision.
 Consult
Consult