Huarui Xun advisory hotline
18925718668


Mobile: 18925718668 (Mr. Xue)
Tel: 0769-82002774-8008
Email: xzb@gd-rxml.com
Website: mold.dghrx.cn
Address: Room 102, Building 1, No. 3, Lane 1, Jinfu Road, Fenggang Town, Dongguan City
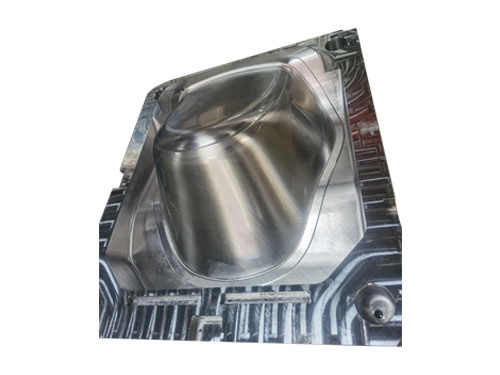
Die casting is a method of casting liquid die forging, a process done on a dedicated die casting die forging machine. Its basic process is: the liquid metal is first cast at low speed or high speed into the mold cavity, the mold has an active cavity surface, and it is pressed with the cooling process of the liquid metal, which not only eliminates the shrinkage and porosity defects of the blank, but also makes the internal organization of the blank reach the broken grain in the forged state. The comprehensive mechanical properties of the blank have been significantly improved.
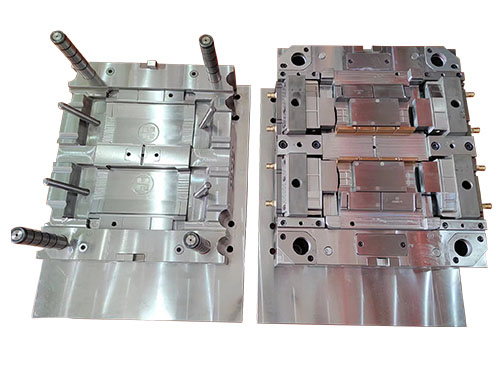
Die-casting mold core processing details
1, rough machining flying six sides: machining on the milling machine to ensure perpendicularity and parallelism, leaving a grinding allowance of 1.2mm
2, rough grinding: large water grinding processing, first grinding the large surface, with the company clamping grinding small surface, to ensure that the perpendicularity and parallelism in 0.05mm, leaving a margin of 0.6-0.8mm on both sides
3, milling machine processing: first correct the milling machine head, ensure within 0.02mm, correct and press the workpiece, first process the screw hole, top pin hole, threading hole, insert needle countersunk head open, machine nozzle or material nozzle hole, shunt cone hole chamfering and then do water transfer hole, milling R Angle.
4, pliers processing: tapping, coding
5, CNC roughing
6. External heat treatment
7, fine grinding; Large water grinding to negative 0.04mm, ensure the parallelism and perpendicularity within 0.02mm
8, CNC finishing
9. Electric discharge machining
10, save mold, ensure finish, control cavity size.
11, processing gate, exhaust, zinc alloy under normal circumstances gate open 0.3-0.5mm, exhaust open 0.06-0.1mm, aluminum alloy gate open 0.5-1.2mm exhaust open 0.1-0.2, plastic exhaust open 0.01-0.02, as wide as possible, a little thin.
 Consult
Consult