Helpline:
18925718668
×
Huarui Xun advisory hotline
18925718668


Mobile: 18925718668 (Mr. Xue)
Tel: 0769-82002774-8008
Email: xzb@gd-rxml.com
Website: mold.dghrx.cn
Address: Room 102, Building 1, No. 3, Lane 1, Jinfu Road, Fenggang Town, Dongguan City
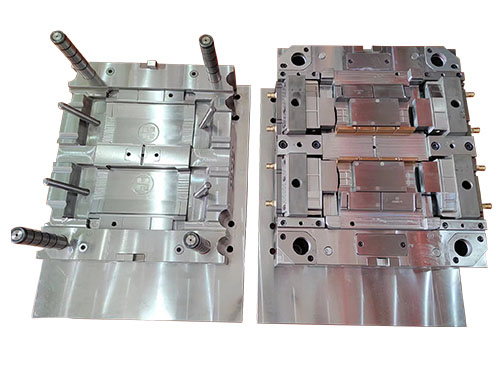
Large water mouth mold (also known as single parting surface mold), the standard length and width size from 150mm x 150mm(referred to as 1515 series) to 600mm x 800mm(referred to as 6080 series); Because of the different combinations of A plate, B plate, push plate and support plate, there are four models A, B, C and D. The mold frame is different because of the structure of the code mold, and there are three types of H die (type I), straight die (type H) and straight die plus panel (type T), combined with A, B, C, D four models, the standard large water mouth mold frame a total of 12 different model specifications, mold makers can choose different model specifications due to product requirements.
Upper plate (T) : according to its width to determine the installation of the forming machine, in the center of the plate (KO hole) there are positioning rings and nozzle sleeve, they are to determine the position of all the forming machine and placement, through the nozzle sleeve to make the raw material flow into.
Lower plate (L) : The top module is located in the same KO hole as the upper plate, and the top module is pushed out from the forming machine by the ejector rod, and it also plays the role of pushing out the ejector plate.
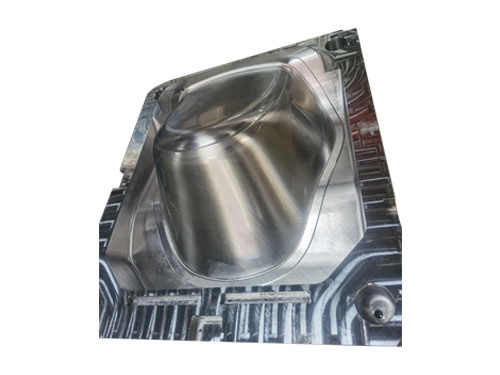
Mother mold (A) : located below the upper plate, after the raw material enters the nozzle, through the flow channel into the mold cavity, the product is attached to the surface, therefore, the mother mold is concave, the flow channel is located on the side of the male mold, because the mother mold is fixed.
Male mold (B) : below the parting surface is the male mold side, the male mold is convex and concave female match, the product is produced in this space, thus, the thickness of the product is consistent by the four guide pillars and guide sleeve.
Foot pads (C) : Left and right to move the ejector up and down, they are located between the common template and the ejector plate.
Ejector plate (EF) : by the formation of each piece of the upper and lower ejector plate to do up and down movement, it is to play the role of product release from the mold, in the upper ejector plate to open four return pin holes and top pin holes (used to return and release) and screw to lock the lower ejector plate to fix, the return pin and the common die are in the same square position, in order to fix the ejector plate and maintain accuracy, so install four ejector guide posts.
Central Plate (S) : Play a role in place of the thimble, in the mold to let the product out of the public side, installed in the parting surface below, the upper end of the public template, and the shape of the public template similar to the top of the product, the shape of the product must be embedded in the public template, in order to be able to move up and down, starting from the parting surface, according to the shape of the following set into a cone, about an average of about 10 degrees, That is to prevent the sealing state, once the phenomenon of sealing and raw edge, it will delay a lot of time, there is a gap will appear raw edge, so in the four return pins on the side drilling tap and plate with screws to lock, and then connected with the ejector plate, so sometimes according to the customer's hopes and requirements do not add a thimble, the inside side of the product (die side) will not appear thimble printing, This type of mold holder is widely used, but processing is very troublesome.
 Consult
Consult