Huarui Xun advisory hotline
18925718668


Mobile: 18925718668 (Mr. Xue)
Tel: 0769-82002774-8008
Email: xzb@gd-rxml.com
Website: mold.dghrx.cn
Address: Room 102, Building 1, No. 3, Lane 1, Jinfu Road, Fenggang Town, Dongguan City
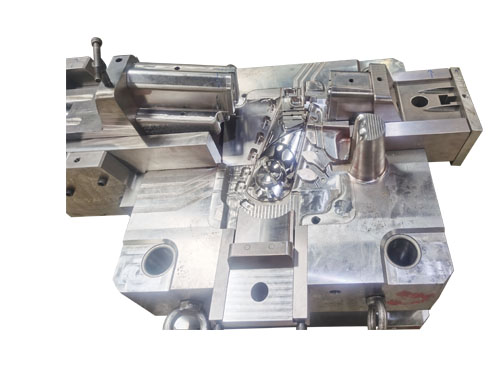
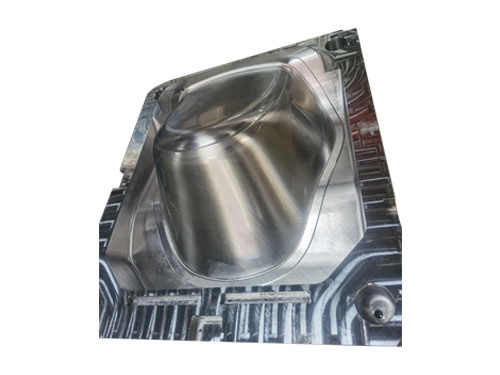
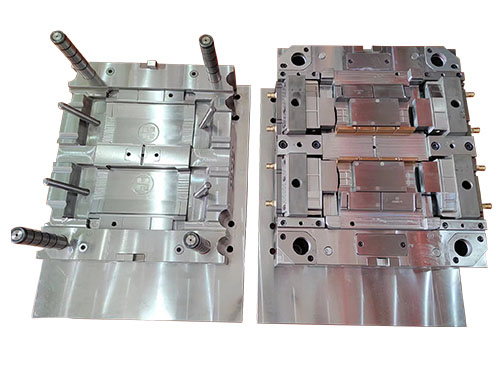
Die casting die is a tool for casting metal parts, a tool for completing the die casting process on a dedicated die casting die forging machine. The basic process of die casting is: the liquid metal is first cast at low speed or high speed into the mold cavity, the mold has an active cavity surface, and it is pressed with the cooling process of the liquid metal, which not only eliminates the shrinkage and porosity defects of the blank, but also makes the internal organization of the blank reach the broken grain in the forged state. The comprehensive mechanical properties of the blank have been significantly improved.
The alloys used in die casting are mainly non-ferrous alloys, and ferrous metals (steel, iron, etc.) are less used due to problems such as mold materials. In non-ferrous alloy die casting, aluminum alloy is widely used, followed by zinc alloy. The following is a brief introduction to the situation of die-casting non-ferrous metals.
(1) the classification of die casting non-ferrous alloy is blocked mixed contraction free shrinkage lead alloy - 0.2-0.3-0.4-0.4% and 0.5% 0.3% low melting point alloy tin alloy zinc alloy -- -- -- -- -- -- -- - 0.3-0.6-0.4-0.6% 0.4% and 0.8% Al-si series 0.7 0.5-0.3-0.5% - 0.7% - 0.9% of die casting non-ferrous alloy aluminum alloy aluminum bronze series aluminum magnesium - 0.5-0.7-0.9-0.9% and 1.1% 0.7% high melting point alloy aluminum zinc series magnesium alloys -- -- -- -- -- -- -- -- -- - 0.5-0.7-0.9% 0.7% 0.9-1.1% Copper alloy (2) Recommended casting temperature of various die-casting alloys Alloy type Casting average wall thickness ≤3mm Casting average wall thickness >3mm Simple structure Complex structure Simple structure complex structure
Aluminum alloy Aluminum silicon system 610-650℃ 640-680℃ 600-620℃ 610-650℃
Aluminum copper system 630-660℃ 660-700℃ 600-640℃ 630-660℃
Aluminum magnesium system 640-680℃ 660-700℃ 640-670℃ 650-690℃
Aluminum zinc series 590-620℃ 620-660℃ 580-620℃ 600-650℃
Zinc alloy 420-440℃ 430-450℃ 400-420℃ 420-440℃
Magnesium alloy 640-680 ° C 660-700 ° C 640-670 ° C 650-690 ° C
Copper alloy Common brass 910-930℃ 940-980℃ 900-930℃ 900-950℃
Silicon brass 900-920℃ 930-970℃ 910-940℃ 910-940℃
* Note: ① The casting temperature is generally measured by the temperature of the metal liquid in the holding furnace.
② The casting temperature of zinc alloy can not exceed 450℃, so as to avoid coarse grains.
 Consult
Consult