Helpline:
18925718668
×
Huarui Xun advisory hotline
18925718668


Mobile: 18925718668 (Mr. Xue)
Tel: 0769-82002774-8008
Email: xzb@gd-rxml.com
Website: mold.dghrx.cn
Address: Room 102, Building 1, No. 3, Lane 1, Jinfu Road, Fenggang Town, Dongguan City
To make a good set of molds, we must not only have a good mold design level and precision processing technology, but also be inseparable from the "standard", which does not allow the existence of the concept of "almost". This article lists a set of good mold several acceptance standards, you can do it?
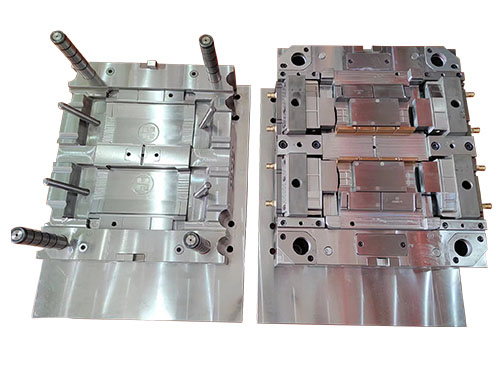
1. Mold appearance
1. The content of the mold nameplate is complete, the characters are clear, and the arrangement is orderly.
2. The nameplate should be fixed on the die foot near the template and the reference Angle. The nameplate is fixed reliably and not easy to peel off.
3. The cooling water nozzle should use a plastic block to insert the water nozzle, and the customer has other requirements.
4. The cooling water nozzle should not extend out of the surface of the mold.
5. The cooling water nozzle needs to be processed with sink holes, sink holes diameter of 25mm, 30mm, 35mm three specifications, hole chamfer, chamfer should be consistent.
6. Cooling water nozzle should be marked in and out.
7. The English characters and numbers should be larger than 5/6, and the position should be 10mm below the water nozzle. The writing should be clear, beautiful, neat, and evenly spaced.
8. Mold accessories should not affect the lifting and storage of the mold. There are exposed oil cylinder, water nozzle, pre-reset mechanism, etc. under the installation, and there should be support leg protection.
9. The screws for the installation of the support leg are fixed on the mold frame through the support leg, and the excessively long support leg can be fixed on the mold frame by using the external thread post processed by the car.
10. Mold ejection hole size should meet the specified injection molding machine requirements, except for small molds, can not only use a center ejection.
11. The positioning ring should be fixed and reliable, and the diameter of the ring is 100mm and 250mm, and the positioning ring is 10~20mm higher than the bottom plate. Unless otherwise requested by the customer.
12. Mold dimensions should meet the requirements of the specified injection molding machine.
13. The mold with direction requirements should be marked with an arrow on the front template or the back template to indicate the installation direction, and there should be the word "UP" next to the arrow, the arrow and the text are yellow, and the word height is 50 mm.
14. The surface of the mold frame should not have pits, rust, excess rings, water vapor, oil holes and other defects affecting the appearance.
15. The mold should be easy to lift and transport, the mold parts should not be removed during lifting, and the ring should not interfere with the water nozzle, oil cylinder, pre-reset rod, etc.
2, mold material and hardness
1. The mold frame should be selected in line with the standard mold frame.
2. Mold forming parts and pouring system (core, moving-fixed mold insert, movable insert, shitter cone, push rod, gate sleeve) materials with performance above 40Cr.
3. When forming the plastic that is easy to corrode the mold, the molding parts should be made of corrosion-resistant materials, or the molding surface should take anti-corrosion measures.
4. The hardness of molded parts should not be less than 50HRC, or the hardness of surface hardening treatment should be higher than 600HV.
3. Ejection, reset, inserting core and retrieving parts
1. Ejection should be smooth, no stuck, no abnormal sound.
2. The inclined top surface should be polished, and the inclined top surface is lower than the core surface.
3. The sliding parts should be provided with oil tanks, and the surface should be nitrided, and the surface hardness after treatment should be above HV700.
4. All ejector rods should have stop rotation positioning, and each ejector rod should be numbered.
5. The ejection distance should be limited by a limit block
6. The reset spring should choose standard parts, and the ends of the spring should not be polished and cut off.
7. Slide block and core pulling should have travel limit, small slide block with spring limit, spring inconvenient installation can be used wave screw; Cylinder core pulling must have a travel switch.
8. Slide core-pulling is generally done with an inclined guide, and the Angle of the inclined guide should be 2°~3° smaller than the Angle of the lock surface of the slide block. If the slider stroke is too long, the cylinder should be extracted.
9. When the end face of the cylinder core pulling part is covered, the cylinder should be self-locking mechanism.
10. There should be a wear-resistant plate below the large slider with a width of more than 150 mm, and the wear-resistant plate material should be T8A, the hardness of HRC50~55 after heat treatment, the wear-resistant plate is 0.05~ 0.1mm higher than the large surface, and the oil tank should be opened.
11. The ejector rod should not be strung up and down.
12. Add barbs on the top rod, the direction of the barbs should be consistent, and the barbs are easy to remove from the products.
13. The matching gap between the top rod hole and the top rod, the length of the sealing section, and the surface roughness of the top rod hole should be according to the relevant enterprise standards.
14. The product should be easy for the operator to take off.
15. When the product is pushed out, it is easy to follow the inclined top, and the top rod should be grooved or etched.
16. The top block fixed on the top rod should be firm and reliable, and the non-formed part around it should be processed with an inclination of 3°~5°, and the lower periphery should be chamfered.
17. There should be no iron debris in the oil hole on the mold frame.
18. The end face of the return rod is flat, without spot welding. No gasket at bottom of embryo head, spot welding.
19. Three plate mold gate plate guide slide smoothly, gate plate easy to open.
20. The limit tie rod of the three-plate die should be arranged on both sides of the mold installation direction, or the plate outside the mold frame to prevent the limit tie rod from interfering with the operator.
21. The oil airway should be smooth, and the hydraulic ejection reset should be in place.
22. Exhaust port should be opened at the bottom of guide sleeve.
23. The positioning pin cannot be installed with a gap.
4, cooling, heating system
1. Cooling or heating system should be fully smooth.
2. The seal should be reliable, the system should not leak under 0.5MPa pressure, and it is easy to repair.
3. The size and shape of the sealing slot opened on the mold frame should meet the relevant standards.
4. The sealing ring should be coated with butter when it is placed, and it should be placed higher than the mold surface.
5. Water and oil runner spacers should be made of materials that are not susceptible to corrosion.
6. Centralized water supply should be adopted for the front and rear molds.
5. Pouring system
1. Gate setting should not affect the appearance of the product to meet product assembly.
2. The section and length of the runner should be designed reasonably, shorten the process as far as possible under the premise of ensuring the forming quality, reduce the cross-sectional area to shorten the filling and cooling time, and the plastic loss of the pouring system should be the least.
3. Part of the section of the three-plate mold runner on the back of the front template should be trapezoidal or semi-circular.
4. The three plate mold has a material break handle on the gate plate, the diameter of the gate entrance should be less than 3mm, and the ball head is provided with a step 3 mm deep into the gate plate.
5. The ball head pulling rod should be reliably fixed, can be pressed under the positioning ring, can be fixed with headless screws, can also be pressed with a pressure plate.
6. Gate and runner should be processed by machine according to drawing size requirements, and manual polishing machining is not allowed.
7. Point gate gate should be in accordance with the specification.
8. There shall be an extension section at the front end of the diverter as a cold hole.
9. Z-shaped backbuckle of pull rod should have smooth transition.
10. The shunt on the parting surface should be round, and the front and back dies should not be misaligned.
11. The latent gate on the ejector bar shall have no surface shrinkage.
12. The diameter and depth of cold hole of transparent products should meet the design standards.
13. The material handle is easy to remove, the appearance of the product has no gate traces, and the product assembly has no residual material handle.
14. Curved hook latent gate, two parts of the insert should be nitrided, the surface hardness of HV700.
6. Hot runner system
1. The hot runner wiring layout should be reasonable, easy to repair, and the wiring number should correspond one by one.
2. The hot runner should be tested for safety, and the insulation resistance to the ground is greater than 2MW.
3. Temperature control cabinet and hot nozzle, hot runner should use standard parts.
4. The thread of the main orifice is connected with the hot runner, and the bottom plane is contacted and sealed.
5. The hot runner is in good contact with the heating plate or heating rod, the heating plate is fixed with screws or studs, and the surface is well fitted.
6. J-type thermocouple should be used and matched with the temperature control meter.
7. Each group of heating elements should be controlled by thermocouples, and the position of thermocouples should be arranged reasonably.
8. Nozzle should meet the design requirements.
9. The hot runner should be reliably positioned, with at least two positioning pins or screws.
10. There should be a heat insulation pad between the hot runner and the template.
11. The temperature control meter set temperature and the actual display temperature error should be less than ±5°C, and the temperature control is sensitive.
12. The cavity and nozzle mounting holes should be perforated.
13. The hot runner connection should be bundled and covered with a pressure plate.
14. There are two sockets of the same size, which should be clearly marked.
15. Control line should have sheath, no damage.
16. The structure of the temperature control cabinet is reliable, and the screws are not loose.
17. The socket is installed on the cork board and cannot exceed the larger size of the template.
18. The wire should not be exposed outside the mold.
19. Hot runner or template all places in contact with the wire should have rounded corner transition.
20. Before the template assembly, all lines have no open circuit short circuit phenomenon.
21. All wires should be properly connected and have good insulation performance.
22. After the template is installed and clamped, use a multimeter to check all lines again.
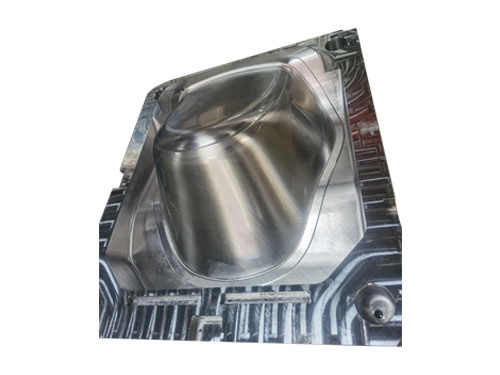
7, forming part, parting surface, exhaust tank
1. The front and rear die surfaces should not be uneven, pits, rust and other defects affecting the appearance.
2. Insert with the mold frame, round corners should be less than 1 mm gap.
3. The parting surface should be kept clean and tidy, without hand-held grinding wheel, and the sealing part should not be dented.
4. The depth of the exhaust groove should be less than the overflow value of the plastic.
5. Insert research and matching should be in place, smooth placement and reliable positioning.
 Consult
Consult