Helpline:
18925718668
×
Huarui Xun advisory hotline
18925718668


Mobile: 18925718668 (Mr. Xue)
Tel: 0769-82002774-8008
Email: xzb@gd-rxml.com
Website: mold.dghrx.cn
Address: Room 102, Building 1, No. 3, Lane 1, Jinfu Road, Fenggang Town, Dongguan City
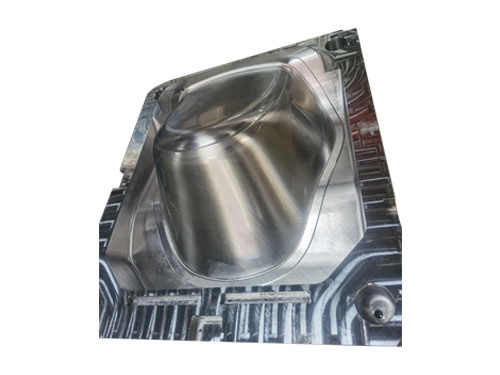
1. Causes of mold damage in die casting production: In die casting production, the most common form of mold damage is cracking and cracking. Stress is the main cause of mold damage. Thermal, mechanical, chemical, and operational shocks are all sources of stress, including mechanical and thermal stress. Stress is caused by:
(A) in the mold processing and manufacturing process
1, blank forging quality problems. Some molds have cracks after only a few hundred pieces are produced, and the cracks develop quickly. It may be that only the shape size is guaranteed during forging, and the loose defects such as dendritic crystals, carbide inclusion, shrinkage holes, and bubbles in the steel are extended and elongated along the processing method to form a streamline, which has a great impact on the final quenching deformation, cracking, brittleness and failure tendency during use.
2, in the turning, milling, planing and other final processing of the cutting stress, this stress can be eliminated by intermediate annealing.
3, the quenching steel grinding grinding stress, grinding friction heat, softening layer, decarburization layer, reduce the thermal fatigue strength, easy to lead to hot cracking, early cracks. After fine grinding, the h13 steel can be heated to 510-570℃ and held at a thickness of 25mm for one hour for stress relief annealing.
4, electrical discharge machining stress. The surface of the mold produces a white layer of enriched electrode elements and dielectric elements, which is hard and brittle, and this layer itself will have cracks and stresses. High frequency should be used in EDM to minimize the white bright layer, which must be removed by polishing method and tempered, and tempered at the three-level tempering temperature.
(2) In the process of mold treatment
Improper heat treatment will lead to mold cracking and premature scrapping, especially only using tempering, not quenching, and then surface nitriding process, there will be surface cracking and cracking after thousands of die casting dies.
The stress generated during the quenching of steel is the result of the superposition of the thermal stress during the cooling process and the organizational stress during the phase change. The quenching stress is the cause of deformation and cracking, and the solid must be tempered to eliminate the stress.
(3) In the process of die casting production
1, mold temperature
The mold should be preheated to a certain temperature before production, otherwise, when the high temperature liquid metal is filled, the chill will occur, resulting in an increase in the temperature gradient of the inner and outer layers of the mold, forming thermal stress, and making the surface of the mold crack or even crack.
In the production process, the mold temperature continues to rise, when the mold temperature is overheated, it is easy to produce sticky mold, moving parts fail and lead to mold surface damage.
The cooling temperature control system should be set up to keep the working temperature of the mold within a certain range.
 Consult
Consult