Helpline:
18925718668
×
Huarui Xun advisory hotline
18925718668


Mobile: 18925718668 (Mr. Xue)
Tel: 0769-82002774-8008
Email: xzb@gd-rxml.com
Website: mold.dghrx.cn
Address: Room 102, Building 1, No. 3, Lane 1, Jinfu Road, Fenggang Town, Dongguan City
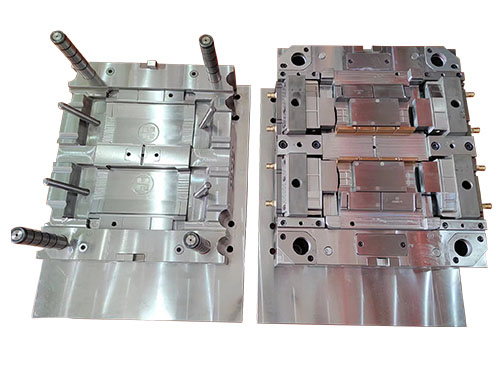
1. Cavity layout.
According to the geometric structure characteristics of plastic parts, dimensional accuracy requirements, batch size, mold mold manufacturing difficulty, mold mold cost and so on to determine the number of cavity and its arrangement.
For the injection mold, the precision of the plastic parts is 3 and 3a, the weight is 5 grams, the hardening gating system is used, and the number of cavities is 4-6; The plastic parts are of general accuracy (4-5 grade), the molding material is local crystalline material, and the number of cavities can be 16-20; The weight of the plastic parts is 12-16 grams, and the number of cavities is 8-12; The weight of 50-100 grams of plastic parts, the number of cavities to take 4-8. The recommended number of cavities for amorphous plastic parts is 24-48, 16-32 and 6-10. When the weight of the plastic parts is continued to increase, the multi-cavity mold is rarely used. For plastic parts of grade 7-9 accuracy, the maximum number of cavities is increased to 50% compared with the plastics of grade 4-5 accuracy indicated.
2. Determine the parting surface.
The position of the parting surface should be conducive to mold processing, exhaust, release and molding operations, and the surface quality of plastic parts.
3. Determine the pouring system (shape, position and size of main runner, sub-runner and gate) and exhaust system (exhaust method, exhaust groove location and size).
4. Select the ejecting method (ejecting rod, ejecting tube, pushing plate, combined ejecting), decide the side concave treatment method and core pulling method.
5. Determine the cooling and heating methods, the shape and position of the heating and cooling groove, and the installation position of the heating element.
6. According to the mold material, strength calculation or experience data, determine the thickness and outline size of the mold parts, outline structure and the position of all connections, positioning and guiding parts.
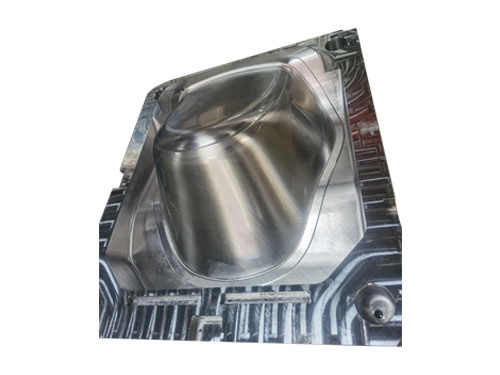
7. Determine the structure of the main forming parts and structural parts.
8. The strength of each part of the mold should be carefully analyzed and the working size of the molded parts should be calculated.
Some mold processing can be completed in 20 days, but some mold spend a month, may not be able to complete the original amount on time, but from the current mold processing industry, the general processing process is more and more brief, many do not need to pass the artificial form, direct use of high-tech production products, In this way, more time can be saved, and the processed mold will be more in line with the production design standards.
The more complex the mold processing, it means that the product produced is higher in the sales price, because the cost of consumption is much higher than other products.
 Consult
Consult