Helpline:
18925718668
×
Huarui Xun advisory hotline
18925718668


Mobile: 18925718668 (Mr. Xue)
Tel: 0769-82002774-8008
Email: xzb@gd-rxml.com
Website: mold.dghrx.cn
Address: Room 102, Building 1, No. 3, Lane 1, Jinfu Road, Fenggang Town, Dongguan City
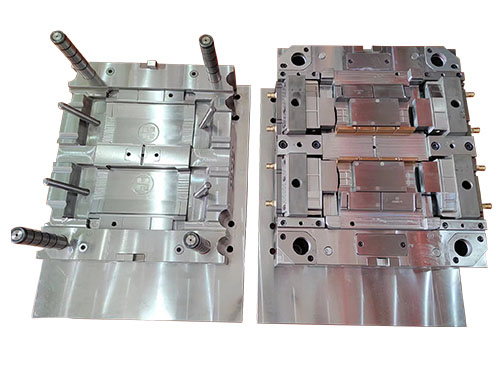
Mold is a precision tool, is under the action of external forces to make the blank into a specific shape and size of the tool. The shape is complex, bearing the expansion force of the billet, and has higher requirements for structural strength, stiffness, surface hardness, surface roughness and processing accuracy. The processing process of the die embryo is generally open-rough milling - rough milling - rough milling four sides - drilling die holes - rough frame - milling grooves - rough grinding plane.
1. Cutting material: according to the nominal size required by the drawing, add residual saw or gas cutting to cut the bad material.
Measurement and inspection: measuring the length, width and thickness with a tape measure or a steel ruler, and checking whether the processing allowance is sufficient; Measure the difference between the two diagonal lengths to determine whether the board Angle is basically correct.
2. Rough milling: leave a grinding allowance, milling plate thickness on both sides of the uneven and black skin.
Measurement and inspection: use calipers to measure the thickness and size, mold check processing, whether the allowance is enough; Use steel plate ruler or long caliper to stick along the surface of the board to judge whether the surface of the board is flat without warping and concave.
3. Rough milling four sides: leave the fine milling processing allowance, milling the board long, wide four sides of the uneven and sawing knife marks, basically ensure the perpendicularity of the four corners of the board.
Measurement and inspection; Measure the length and width with calipers to check whether the processing allowance is sufficient; Measure the difference of two diagonal lengths with calipers to judge whether the board Angle square is basically correct.
4. Drilling the hanging die holes: processing the hanging die screw holes according to the requirements of the drawing.
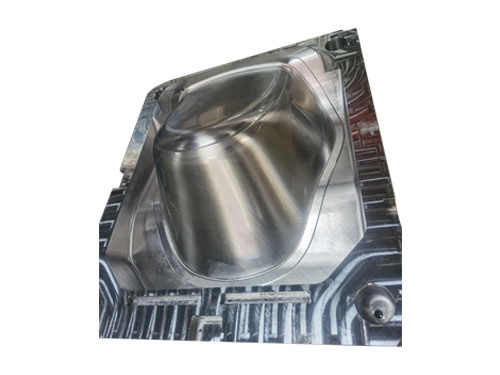
5. Open the thick frame: set aside the margin of fine plus 1, mold specifications milling out the concave (also convex > cavity, groove, forming surface, etc.).
6. Milling groove - According to the size of the drawing, mill out the position of the die.
7. Rough grinding surface: leave a fine grinding processing allowance, the upper and lower sides of the disk should be smooth, and have a certain finish.
Measurement and inspection: Measure the thickness with calipers, check the processing. Whether the margin is sufficient; Measure the thickness difference of the four corners of the plate and check whether the parallelism of the plate meets the requirements.
 Consult
Consult